


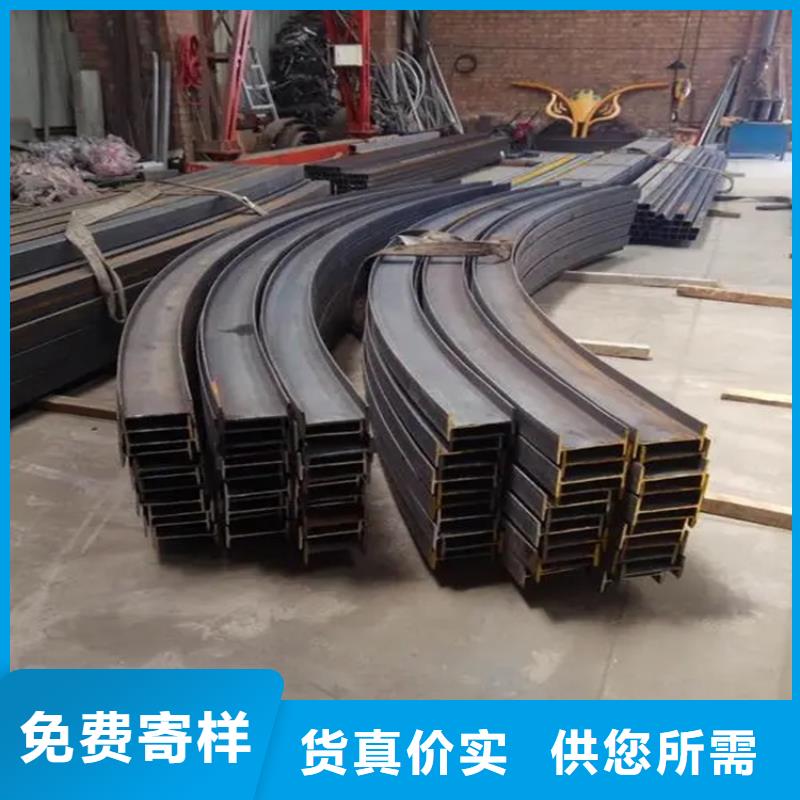
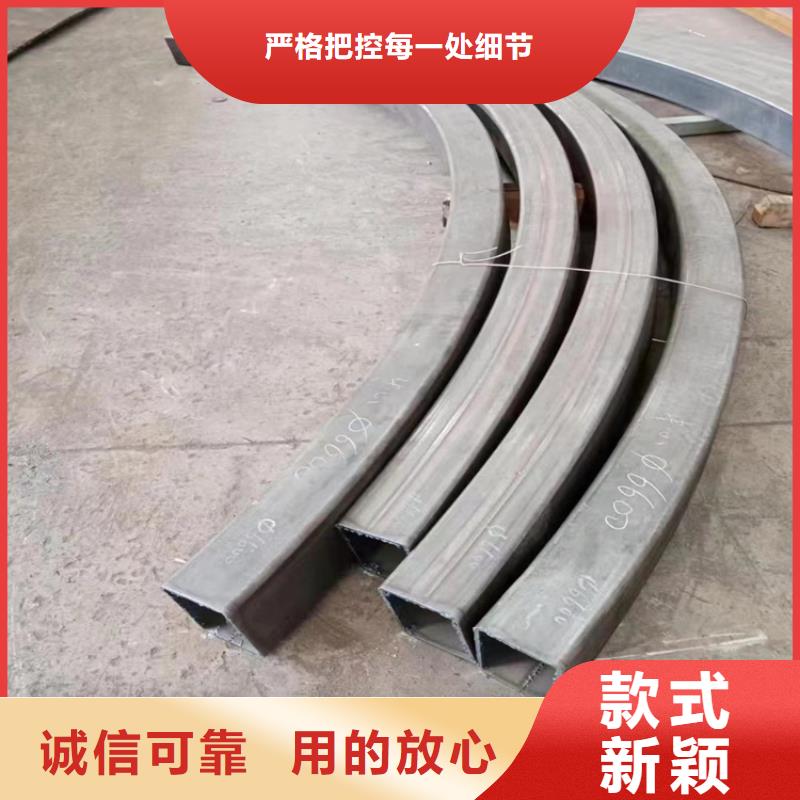
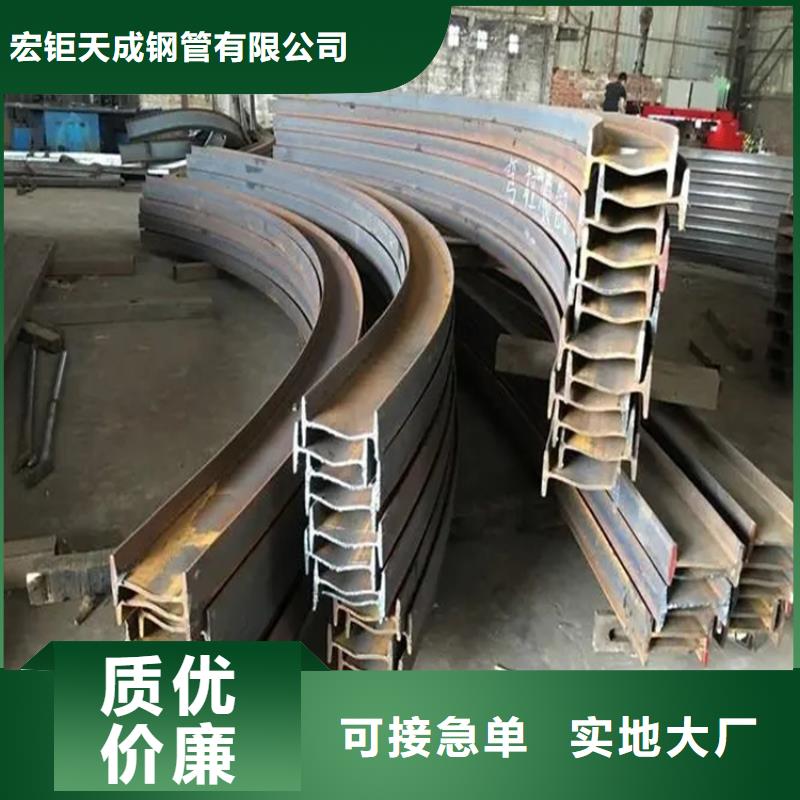
我们的弯弧加工42CrMo钢管切割货源报价视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:弯弧加工42CrMo钢管切割货源报价的图文介绍
如今采购商品牌意识更强了,也都非常精明,买 广西来宾冷拔方钢的选择性也更多,很多采购商直接开车到 广西来宾冷拔方钢生产基地,一天能考察好多个 广西来宾冷拔方钢厂家,产品到底好不好,他们都能很快知道。所以,只要用心做产品做服务,用户都能看得见。选择宏钜天成钢管有限公司,选择放心。



弯弧加工的使用中会有生锈的状况,那样我们是不是掌握弯弧加工防锈处理的方法都有什么吗?接下来小编就具体如下我们详细介绍
1、清理
应用有机溶剂、溶剂清理管材表层,以达到油、植物油脂、浮尘、润滑液和相似的有机化合物,但它不能弯弧加工表层的锈、氧化层、焊粉等,因此在防腐蚀工作中上只辅助技巧。
2、酸洗钝化
一般用有机化学和电解法二种方法做酸洗钝化解决,钢管防腐只采用有机化学酸洗钝化,能氧化层、锈迹、旧镀层,有时候可以用它作为抛丸除锈后再加工。化学水处理虽然可以使表层到达一定的洁净度和表面粗糙度,但是其锚纹浅,并且简易对周边环境组成环境污染。
3、物品防锈处理
主要运用钢刷之类的东西对建筑钢材部位进行打磨抛光,能松动氧化层、锈迹、焊疤等。手动式物品防锈处理能到达Sa2级,驱动力物品防锈处理可到达Sa3级,若建筑钢材表面附着稳固的锌灰,物品防锈处理效果理想,无法达到玻璃钢防腐标准的锚纹深度。
4、喷涌防锈处理
喷涌防锈处理是由大功率电机推动喷涌叶子高速运转,使钢球、金钢砂、细铁丝段、矿物等耐磨材料在电动机强悍的向心力实际效果对弯弧加工部位进行喷涌解决,不仅仅能够彻底金属氧化物、锈迹和废弃物,并且弯弧加工在耐磨材料明显冲击磨擦力效果下,还可以到达所市场需求的匀称表面粗糙度。
喷涌防锈处理后,不仅仅能够拓展管道表层的化学吸附实际效果,并且能增强防腐涂层与管道表层的机械设备粘附实际效果。因此,喷涌防锈处理是钢管防腐的防锈处理方法。
一般来说,喷丸除锈主要适用于管道内表层处理,喷砂除锈主要用以弯弧加工表层面解决。生产过程中需要严格管理防锈处理有关技能目标,避免因为错误操作组成对弯弧加工的土地次损害,弯弧加工根据除绣,产品外观设计与除绣前相比会更加滑嫩,弯弧加工的除绣在管材角色中是一项常经常使用的专业技能。



弯弧加工商品在实际应用过程中一般用于连接管层,其接口方式不同,如螺纹钢管接口方式、法兰连接方式等,也有不同的材料,所以在购买网络管理员之前必须了解其情况、其特点、优质弯弧加工的特点?现在让我们来介绍一下。
现在市面上较为高质量的弯弧加工商品究竟具有那些特点?
联接靠谱。由于弯弧加工通常是用于结构连接,那么它的联接稳定性就非常重要,相连的效果不佳,这种产品自然是不符合要求的,当然如果大批量购置弯弧加工一定要先看试品,看一下它联接情况怎么样。
第二,抗撕裂性如何?
u型弯弧加工应特别注意哪些技术参数?其实抗撕裂性能一般应该是u型弯弧加工的需求。因为弯弧加工分为不同的类型,如果抗撕裂性能不好,在实际应用过程中可能会破裂,所以尽量购买抗撕裂性能强的弯弧加工产品,尤其是u型弯弧加工,尽量特别注意抗撕裂性能。除了注意这一特点外,天然U型弯弧加工还需要看看U型部分的质量。有些U型部分不光滑,或者厚度太薄太厚,所以不是很好。
三是抗应力开裂,这一点也很重要。
,在特定的应用过程中,耐化学性、耐腐蚀性、耐温性、耐磨性等因素是否方便。这是非常重要的,建议您从某些不同的层面了解更多,这也有助于您选择更适合自己的产品类型。



弯弧加工的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯弧加工上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯弧加工加工时,外部出现一些裂纹,主要与弯弧加工加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯弧加工加工设备可能会导致损坏。
每个弯弧加工都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯弧加工机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯弧加工加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯弧加工的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。
因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯弧加工加工的同时,必须事先了解加工要求,为了更好地保证弯弧加工的使用性能,因此将了解弯弧加工的弧度如何工作,接下来因此将讨论弯弧加工加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。
因此大直径弯弧加工成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。



加热炉环形弯弧加工制造加工工艺伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。